Casting is a fundamental manufacturing process that hot forms a metal material into parts and components by pouring molten metal into the cavity of a mold which has been specifically designed to produce the desired physical dimensions and characteristics of the part. In this article, we provide a review of the iron and steel cast metal alloys, including material and mechanical properties, tension test requirements, and chemical composition.
Material Properties
Cast irons and cast steels encompass a large family of ferrous alloys, which, as the name implies, are cast to shape rather than being formed by working in the solid state. In general, cast irons contain more than 2 percent carbon and from 1 to 3 percent silicon. Varying the balance between carbon and silicon, alloying with different elements, and changing melting, casting, and heat-treating practices can produce a broad range of properties. In most cases, the carbon exists in two forms: free carbon in the form of graphite and combined carbon in the form of iron carbide (cementite). Mechanical and physical properties depend strongly on the shape and distribution of the free graphite and the type of matrix surrounding the graphite particles.
The four basic types of cast iron are white iron, gray iron, malleable iron, and ductile iron. In addition to these basic types, there are other specific forms of cast iron to which special names have been applied, such as chilled iron, alloy iron, and compacted graphite cast iron.
Gray Cast Iron
Gray cast iron may easily be cast into any desirable form and it may also be machined readily. It usually contains from 1.7 to 4.5 percent carbon, and from 1 to 3 percent silicon. The excess carbon is in the form of graphite flakes, which impart to the material the dark-colored fracture that gives it its name. Gray iron castings are widely used for such applications as machine tools, automotive cylinder blocks, cast-iron pipe and fittings, and agricultural implements.
The American National Standard Specifications for Gray Iron Castings—ANSI/ASTM A48-76 groups the castings into two categories. Gray iron castings in Classes 20A, 20B, 20C, 25A, 25B, 25C, 30A, 30B, 30C, 35A, 35B, and 35C are characterized by excellent machinability, high damping capacity, low modulus of elasticity, and comparative ease of manufacture. Castings in Classes 40B, 40C, 45B, 45C, 50B, 50C, 60B, and 60C are usually more difficult to machine, have lower damping capacity, higher modulus of elasticity, and are more difficult to manufacture. The prefix number indicates minimum tensile strength in pounds per square inch, i.e., 20 is 20,000 psi (138 MPa), 25 is 25,000 psi (172 MPa), 30 is 30,000 psi (207 MPa), etc.
High-strength iron castings produced by the Meehanite-controlled process may have various combinations of physical properties to meet different requirements. In addition to a number of general engineering types, there are heat-resisting, wear-resisting and corrosion-resisting Meehanite castings.
White Cast Iron
When nearly all of the carbon in a casting is in the combined or cementite form, it is known as white cast iron. It is so named because it has a silvery-white fracture. White cast iron is very hard and also brittle; its ductility is practically zero. Castings of this material need particular attention with respect to design since sharp corners and thin sections result in material failures at the foundry. These castings are less resistant to impact loading than gray iron castings, but they have a compressive strength that is usually higher than 200,000 psi(1379 MPa) as compared to 65,000-160,000 psi(448–1103 MPa) for gray iron castings. Some white iron castings are used for applications that require maximum wear resistance but most of them are used in the production of malleable iron castings.
Chilled Cast Iron
Many gray iron castings have wear-resisting surfaces of white cast iron. These surfaces are designated by the term “chilled cast iron” since they are produced in molds having metal chills for cooling the molten metal rapidly. This rapid cooling results in the formation of cementite and white cast iron.
Alloy Cast Iron
This term designates castings containing alloying elements such as nickel, chromium, molybdenum, copper, and manganese in sufficient amounts to appreciably change the physical properties. These elements may be added either to increase the strength or to obtain special properties such as higher wear resistance, corrosion resistance, or heat resistance. Alloy cast irons are used extensively for such parts as automotive cylinders, pistons, piston rings, crankcases, and brake drums; for certain machine tool castings; for certain types of dies; for parts of crushing and grinding machinery; and for applications where the casting must resist scaling at high temperatures. Machinable alloy cast irons having tensile strengths up to 70,000 psi(483 MPa) or even higher may be produced.
Malleable-iron Castings
Malleable iron is produced by the annealing or graphitization of white iron castings. The graphitization, in this case, produces temper carbon which is graphite in the form of compact rounded aggregates. Malleable castings are used for many industrial applications where strength, ductility, machinability, and resistance to shock are important factors. In manufacturing these castings, the usual procedure is to first produce a hard, brittle white iron from a charge of pig iron and scrap. These hard white-iron castings are then placed in stationary batch-type furnaces or car-bottom furnaces and the graphitization (malleablizing) of the castings is accomplished by means of a suitable annealing heat treatment. During this annealing period the temperature is slowly (50 hours) increased to as much as 1650 or 1700°F(899 or 927°C), after which time it is slowly (60 hours) cooled. The American National Standard Specifications for Malleable Iron Castings — ANSI/ASTM A47-77 specifies the following grades and their properties: No. 32520, having a minimum tensile strength of 50,000 psi (345 MPa), a minimum yield strength of 32,500 psi (224 MPa), and a minimum elongation in 2 inches (50.8 mm) of 10 percent; and No. 35018, having a minimum tensile strength of 53,000 psi (365 MPa), a minimum yield strength of 35,000 psi (241 MPa), and a minimum elongation in 2 inches of 18 percent.
Cupola Malleable Iron: Another method of producing malleable iron involves initially the use of a cupola or a cupola in conjunction with an air furnace. This type of malleable iron, called cupola malleable iron, exhibits good fluidity and will produce sound castings. It is used in the making of pipe fittings, valves, and similar parts and possesses the useful property of being well suited to galvanizing. The American National Standard Specifications for Cupola Malleable Iron — ANSI/ASTM 197-79 calls for a minimum tensile strength of 40,000 pounds per square inch (276 MPa); a minimum yield strength of 30,000 psi (207 MPa); and a minimum elongation in 2 inches of 5 percent.
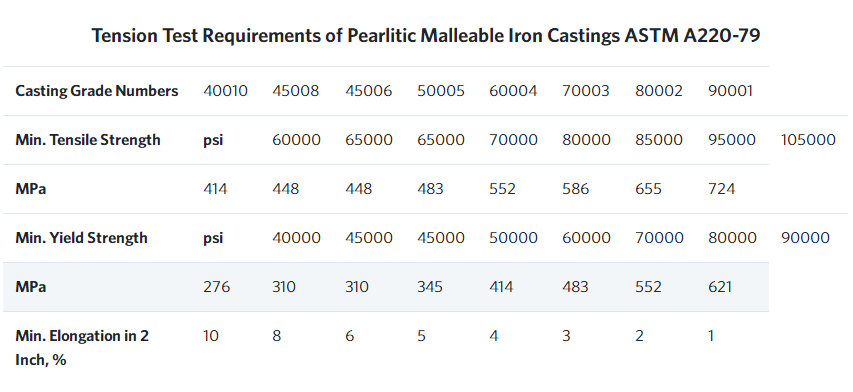
Pearlitic Malleable Iron: This type of malleable iron contains some combined carbon in various forms. It may be produced either by stopping the heat treatment of regular malleable iron during production before the combined carbon contained therein has all been transformed to graphite or by reheating regular malleable iron above the transformation range. Pearlitic malleable irons exhibit a wide range of properties and are used in place of steel castings or forgings or to replace malleable iron when a greater strength or wear resistance is required. Some forms are made rigid to resist deformation while others will undergo considerable deformation before breaking. This material has been used in axle housings, differential housings, camshafts, and crankshafts for automobiles; machine parts; ordnance equipment; and tools. Tension test requirements of pearlitic malleable iron castings called for in ASTM Specification A 220–79 are given in the accompanying table.
Ductile Cast Iron
A distinguishing feature of this widely used type of cast iron, also known as spheroidal graphite iron or nodular iron, is that the graphite is present in ball-like form instead of in flakes as in ordinary gray cast iron. The addition of small amounts of magnesium- or cerium-bearing alloys together with special processing produces this spheroidal graphite structure and results in a casting of high strength and appreciable ductility.
Its toughness is intermediate between that of cast iron and steel, and its shock resistance is comparable to ordinary grades of mild carbon steel. Melting point and fluidity are similar to those of the high-carbon cast irons. It exhibits good pressure tightness under high stress and can be welded and brazed. It can be softened by annealing or hardened by normalizing and air cooling or oil quenching and drawing.
Five grades of this iron are specified in ASTM A 536-80—Standard Specification for Ductile Iron Castings. The grades and their corresponding matrix microstructures and heat treatments are as follows: Grade 60-40-18, ferritic, may be annealed; Grade 65-45-12, mostly ferritic, as-cast or annealed; Grade 80-55-06, ferritic/pearlitic, as-cast; Grade 100- 70-03, mostly pearlitic, may be normalized; Grade 120-90-02, martensitic, oil quenched and tempered. The grade nomenclature identifies the minimum tensile strength, on percent yield strength, and percent elongation in 2 inches. Thus, Grade 60–40–18 has a minimum tensile strength of 60,000 psi, a minimum 0.2 percent yield strength of 40,000 psi, and minimum elongation in 2 inches of 18 percent. Several other types are commercially available to meet specific needs. The common grades of ductile iron can also be specified by only Brinell hardness, although the appropriate microstructure for the indicated hardness is also a requirement. This method is used in SAE Specification J434C for automotive castings and similar applications. Other specifications not only specify tensile properties, but also have limitations in composition. Austenitic types with high nickel content, high corrosion resistance, and good strength at elevated temperatures, are specified in ASTM A439-80.
Ductile cast iron can be cast in molds containing metal chills if wear-resisting surfaces are desired. Hard carbide areas will form in a manner similar to the forming of areas of chilled cast iron in gray iron castings. Surface hardening by flame or induction methods is also feasible. Ductile cast iron can be machined with the same ease as gray cast iron. It finds use as crankshafts, pistons, and cylinder heads in the automotive industry; forging hammer anvils, cylinders, guides, and control levers in the heavy machinery field; and wrenches, clamp frames, face-plates, chuck bodies, and dies for forming metals in the tool and die field. The production of ductile iron castings involves complex metallurgy, the use of special melting stock, and close process control. The majority of applications of ductile iron have been made to utilize its excellent mechanical properties in combination with the castability, machinability, and corrosion resistance of gray iron.
Steel Castings
Steel castings are especially adapted for machine parts that must withstand shocks or heavy loads. They are stronger than wrought iron, cast iron, or malleable iron, and are very tough. The steel used for making steel castings may be produced either by the open-hearth, electric arc, side-blow converter, or electric induction methods. The raw materials used are steel scrap, pig iron, and iron ore, the materials and their proportions varying according to the process and the type of furnace used. The open-hearth method is used when large tonnages are continually required, while a small electric furnace might be used for steels of widely differing analyses, which are required in small lot production. The high-frequency induction furnace is used for small quantity production of expensive steels of special composition such as high-alloy steels. Steel castings are used for such parts as hydroelectric turbine wheels, forging presses, gears, railroad car frames, valve bodies, pump casings, mining machinery, marine equipment, engine casings, etc.
Steel castings can generally be made from any of the many types of carbon and alloy steels produced in wrought form and respond similarly to heat treatment; they also do not exhibit directionality effects that are typical of wrought steel. Steel castings are classified into two general groups: carbon steel and alloy steel.
Carbon Steel Castings
Carbon steel castings may be designated as low-carbon, medium-carbon, and high-carbon. Low-carbon steel castings have a carbon content of less than 0.20 percent (most are produced in the 0.16 to 0.19 percent range). Other elements present are: manganese, 0.50 to 0.85 percent; silicon, 0.25 to 0.70 percent; phosphorus, 0.05 percent max.; and sulfur, 0.06 percent max. Their tensile strengths (annealed condition) range from 40,000 to 70,000 pounds per square inch (276-483 MPa). Medium-carbon steel castings have a carbon content of from 0.20 to 0.50 percent. Other elements present are: manganese, 0.50 to 1.00 percent; silicon, 0.20 to 0.80 percent; phosphorus, 0.05 percent max.; and sulfur, 0.06 percent max. Their tensile strengths range from 65,000 to 105,000 pounds per square inch (448-724 MPa) depending, in part, upon heat treatment. High-carbon steel castings have a carbon content of more than 0.50 percent and also contain: manganese, 0.50 to 1.00 percent; silicon, 0.20 to 0.70 percent; and phosphorus and sulfur, 0.05 percent max. each. Fully annealed high-carbon steel castings exhibit tensile strengths of from 95,000 to 125,000 pounds per square inch (655-125 MPa). See Table 1 for grades and properties of carbon steel castings.
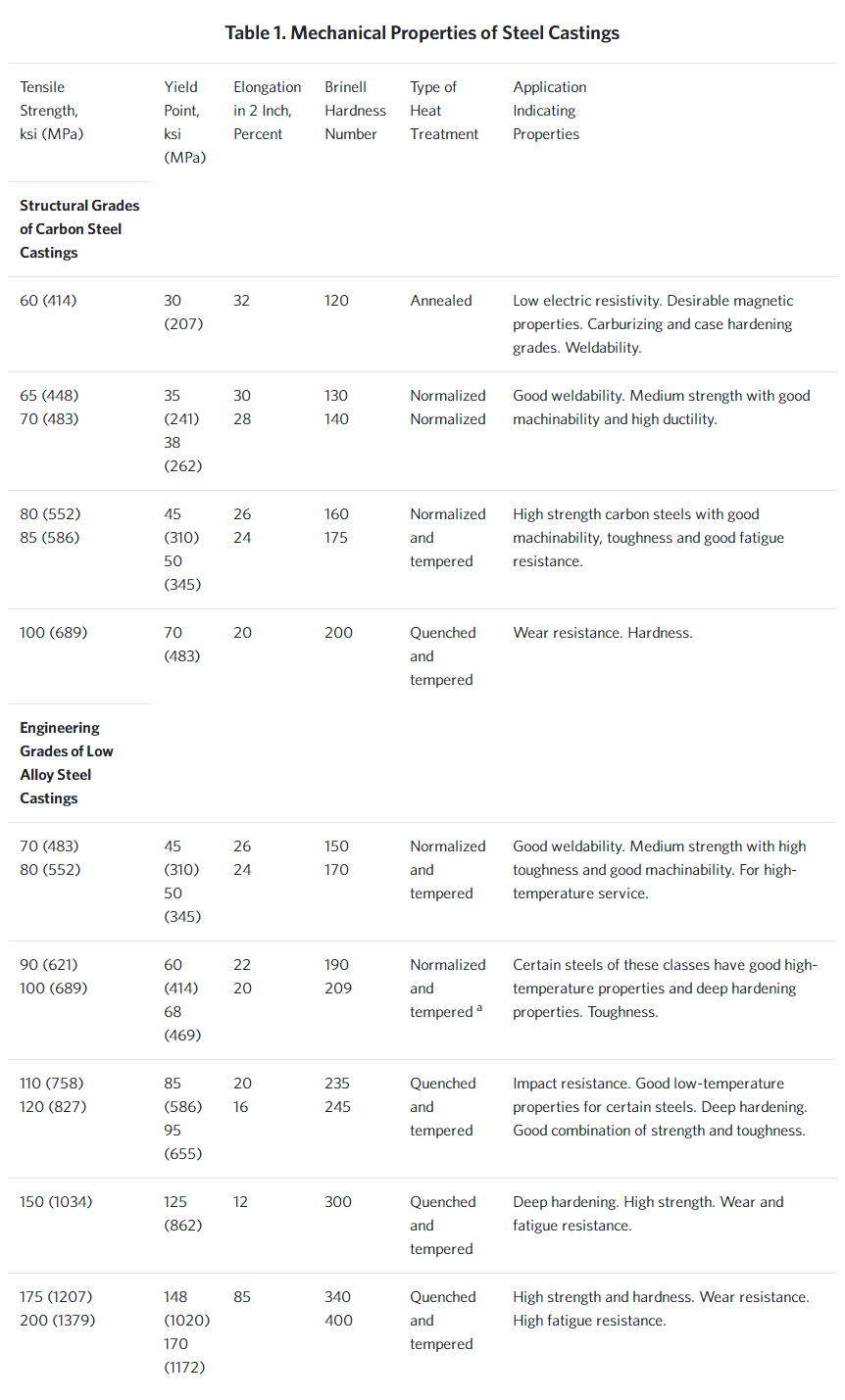
For general information only. Not for use as design or specification limit values. The values listed above have been compiled by the Steel Founders' Society of America as those normally expected in the production of steel castings. The castings are classified according to tensile strength values which are given in the first column. Specifications covering steel castings are prepared by the American Society for Testing and Materials, the Association of American Railroads, the Society of Automotive Engineers, the United States Government (Federal and Military Specifications), etc. These specifications appear in publications issued by these organizations.
ksi = kips per square inch = 1000s of pounds per square inch; MPa = megapascals.
a Quench and temper heat treatments may also be employed for these classes.
Alloy Steel Castings
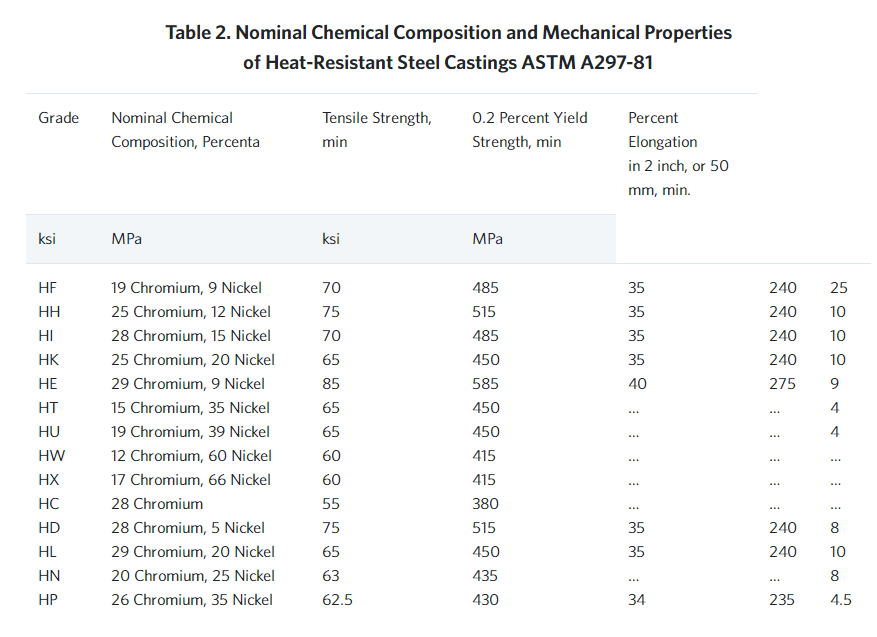
Alloy cast steels are those in which special alloying elements such as manganese, chromium, nickel, molybdenum, or vanadium have been added in sufficient quantities to obtain or increase certain desirable properties. Alloy cast steels are comprised of two groups—the low-alloy steels with their alloy content totaling less than 8 percent and the high-alloy steels with their alloy content totaling 8 percent or more. The addition of these various alloying elements in conjunction with suitable heat-treatments, makes it possible to secure steel castings having a wide range of properties. The three accompanying tables give information on these steels. The lower portion of Table 1 gives the engineering grades of low-alloy cast steels grouped according to tensile strengths and gives properties normally expected in the production of steel castings. Tables 2 and 3 give the standard designations and nominal chemical composition ranges of high-alloy castings which may be classified according to heat or corrosion resistance. The grades given in these tables are recognized in whole or in part by the Alloy Casting Institute (ACI), the American Society for Testing and Materials (ASTM), and the Society of Automotive Engineers (SAE).
ksi = kips per square inch = 1000s of pounds per square inch; MPa = megapascals.
a Remainder is iron.
The specifications committee of the Steel Founders Society issues a Steel Castings Handbook with supplements. Supplement 1 provides design rules and data based on the fluidity and solidification of steel, mechanical principles involved in production of molds and cores, cleaning of castings, machining, and functionality and weight aspects. Data and examples are included to show how these rules are applied. Supplement 2 summarizes the standard steel castings specification issued by the ASTM SAE, Assoc. of Am. Railroads (AAR), Am. Bur of Shipping (ABS), and Federal authorities, and provides guidance as to their applications. Information is included for carbon and alloy cast steels, high alloy cast steels, and centrifugally cast steel pipe. Details are also given of standard test methods for steel castings, including mechanical, non-destructive (visual, liquid penetrant, magnetic particle, radiographic, and ultrasonic), and testing of qualifications of welding procedures and personnel. Other supplements cover such subjects as tolerances, drafting practices, properties, repair and fabrication welding, of carbon, low alloy and high alloy castings, foundry terms, and hardenability and heat treatment.
Austenitic Manganese Cast Steel: Austenitic manganese cast steel is an important high-alloy cast steel which provides a high degree of shock and wear resistance. Its composition normally falls within the following ranges: carbon, 1.00 to 1.40 percent; manganese, 10.00 to 14.00 percent; silicon, 0.30 to 1.00 percent; sulfur, 0.06 percent max.; phosphorus, 0.10 percent, max. In the as-cast condition, austenitic manganese steel is quite brittle. In order to strengthen and toughen the steel, it is heated to between 1830 and 1940°F (999 and 1060°C) and quenched in cold water. Physical properties of quenched austenitic manganese steel that has been cast to size are as follows: tensile strength, 80,000-100,000 psi (552–689 MPa); shear strength (single shear), 84,000 psi(579 MPa); elongation in 2 inches(50.8 mm), 15 to 35 percent; reduction in area, 15 to 35 percent; and Brinell hardness number, 180 to 220. When cold worked, the surface of such a casting increases to a Brinell hardness of from 450 to 550. In many cases the surfaces are cold worked to maximum hardness to assure immediate hardness in use. Heat-treated austenitic manganese steel is machined only with great difficulty since it hardens at and slightly ahead of the point of contact of the cutting tool.
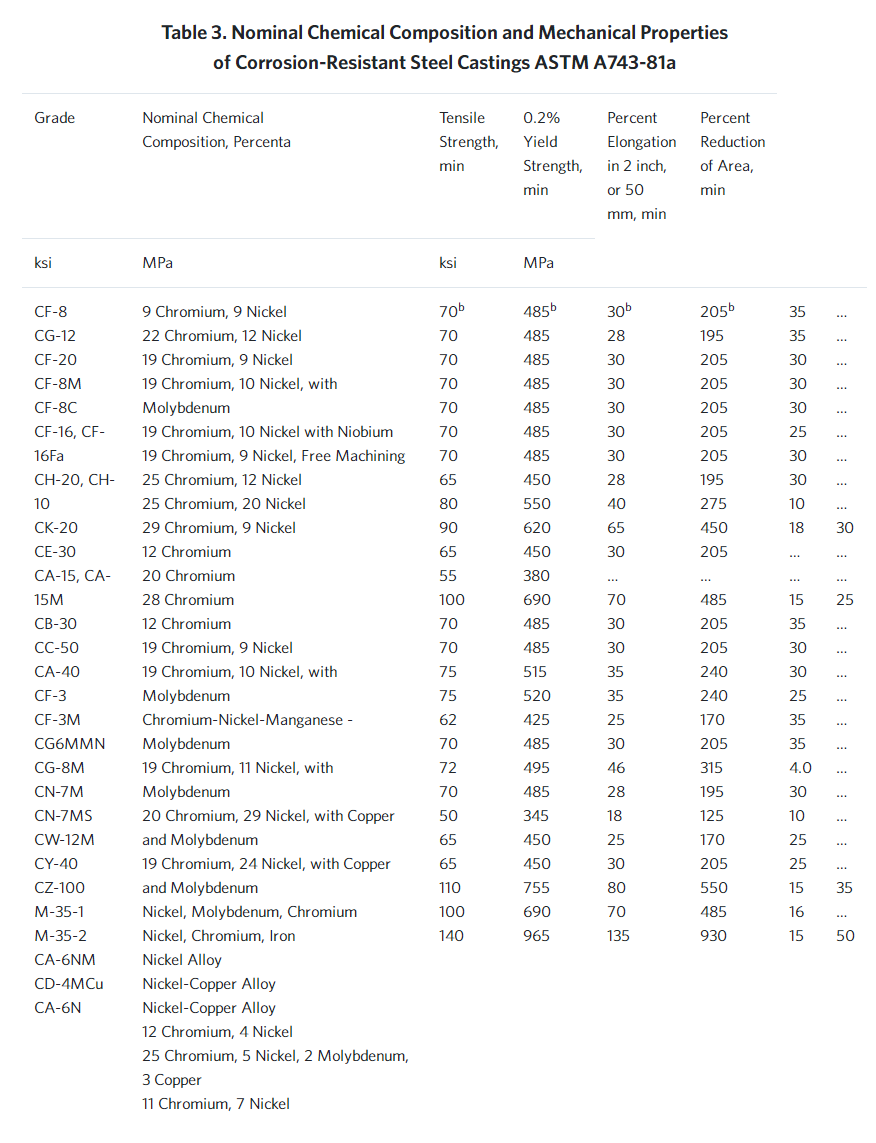
a Remainder is iron.
b For low ferrite or non-magnetic castings of this grade, the following values shall apply: tensile strength, min, 65 ksi (450 MPa); yield point, min, 28 ksi (195 MPa).
Grinding wheels mounted on specially adapted machines are used for boring, planing, keyway cutting, and similar operations on this steel. Where grinding cannot be employed and machining must be resorted to, high-speed tool steel or cemented carbide tools are used with heavy, rigid equipment and slow, steady operation. In any event, this procedure tends to be both tedious and expensive. Austenitic manganese cast steel can be arc-welded with manganese-nickel steel welding rods containing from 3 to 5 percent nickel, 10 to 15 percent manganese, and, usually, 0.60 to 0.80 percent carbon.
ABOUT KEVA
Keva Casting is a professional casting company that focuses on Construction, Machinery, Automobile, Hardware, Pipeline and many other industries.
We provide top quality products with the best service based on our complete production chain including our own mold design, advanced production techniques, and full management of the supply chain. Keva Casting has two factories located in Zhucheng, China's Shandong province.
We use "shell molding", which is a new technique that has been developed in recent years.This new technique has simplified production procedures and reduced air pollution compared with traditional sand casting and investment casting. Shell making and core making are faster to ensure production in enormous quantities. The dimensions and surface finishing are satisfactory for all kinds of industrial requirements. Besides supplying our own formwork & scaffolding systems, our casting products also supply OEM services in various industries.